
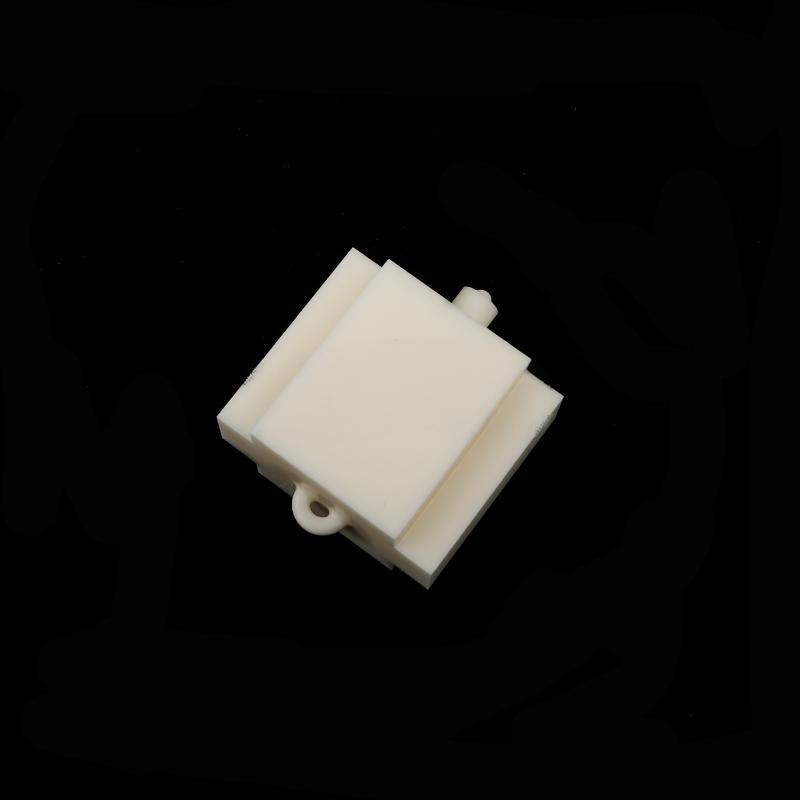
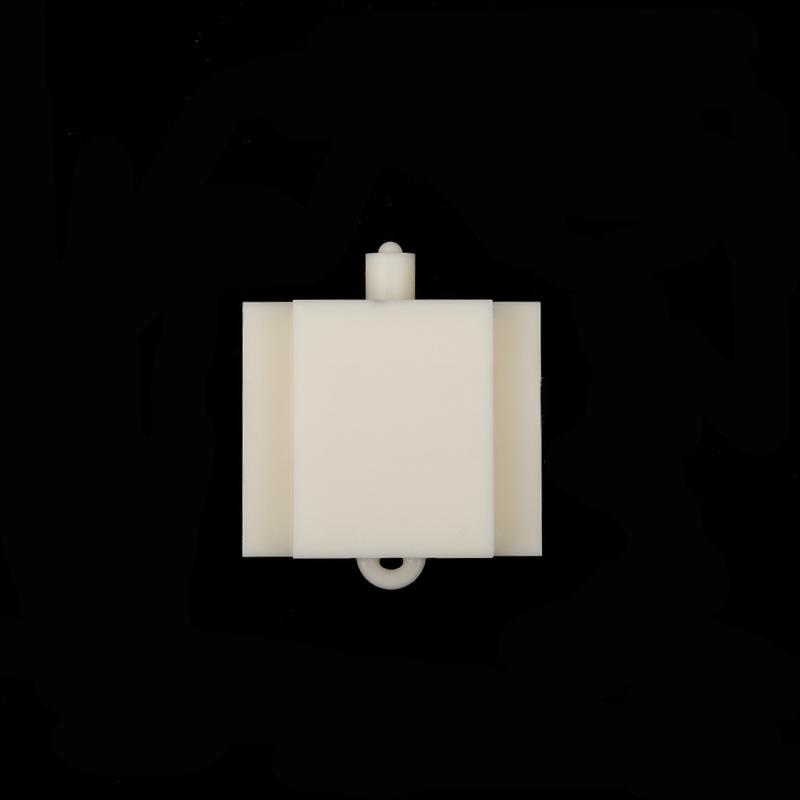
In modern industrial fluid systems, the lifespan of pumps and valves often depends on the material limits of the core components. The 99% alumina ceramic pump valve component is a precision structural ceramic component made from alumina (Al ₂ O3) powder with a purity of up to 99%, through high-pressure molding and high-temperature sintering. Compared to traditional metal cores, it has ultra-high hardness above HRA90, extremely strong acid and alkali corrosion resistance, and self-lubricating characteristics. It is designed to solve the transportation problems of high wear, strong corrosion, and high-temperature media, and is the key core to achieving long-term maintenance free equipment.
User Q&A: We will solve your concerns in one go
Q: My production line has been transporting slurry containing a large amount of quartz sand. Ordinary metal valves wear through in two months, making it very difficult to replace. Can your product solve this problem?
Answer: Absolutely possible. Our 99 alumina ceramic pump valve components have a hardness second only to diamond and wear resistance more than 10 times that of high chromium cast iron. Under strong wear conditions such as slurry and powder, it can effectively resist the cutting of high-speed fluids, extending the service life of valves by 8-10 times, and bidding farewell to frequent shutdown maintenance.
Q: Our pharmaceutical factory needs to fill high concentration acidic reagents, requiring equipment to be absolutely corrosion-resistant, and there should be no metal ion precipitation to contaminate the drug solution. Is it safe to use ceramics?
Answer: Very safe. 99 alumina ceramic is a chemically inert material that is resistant to strong acid and alkali corrosion. Through a unique mirror polishing process (with a smoothness of Ra0.02), the residual medium is almost zero. It fully complies with the requirements of GMP certification for food and drugs, is non-toxic and pollution-free, and can ensure the purity and hygiene of the parts in contact with the drug solution.
Q: This ceramic component looks like a whole piece of hard ceramic. What if the installation size is incorrect? Can you make it according to my drawings?
Answer: This is precisely our core advantage. We support full size customization based on drawings. Whether it’s complex step shafts, eccentric holes, or high-precision mating surfaces, we can achieve concentricity and dimensional tolerances within 0.005mm through hot pressing and ultrasonic precision grinding technology, ensuring seamless replacement of your existing metal parts.

Core advantages of the product
The reason why 99 alumina ceramic pump valve components have become the preferred alternative to metal materials is due to their excellent physical and chemical properties:
-Super wear-resistant: The ceramic hardness reaches HRA90 or above, and the crystal structure is dense. In solid-liquid mixed media such as flue gas desulfurization slurry and raw material crystals, its wear resistance is tens of times that of 316L stainless steel, effectively solving the leakage problem caused by valve core scouring grooves.
-Extreme anti-corrosion: 99 alumina ceramics exhibit excellent chemical stability against highly corrosive media such as hydrochloric acid, sulfuric acid, and organic solvents, without corrosion pitting or intergranular corrosion, ensuring long-term tight fit of the pump valve.
-High temperature stability: It can maintain structural stability in high temperature environments ranging from 800 ° C to 1600 ° C, with excellent thermal shock resistance, and is suitable for high-temperature fluid control systems such as molten salt and hot oil boilers.
-Self lubrication and zero pollution: Through high-precision grinding technology, the surface of the component achieves a mirror effect (Ra<0.02 μ m), combined with the unique micro pore self-lubricating characteristics of ceramics, without the need for traditional lubricating oil during operation, eliminating the risk of oil contamination of the medium.
Diversified specifications and deep customization services
We are well aware of the non-standard characteristics of industrial equipment, and have established a complete customized chain from blank forming to precision machining for this purpose:
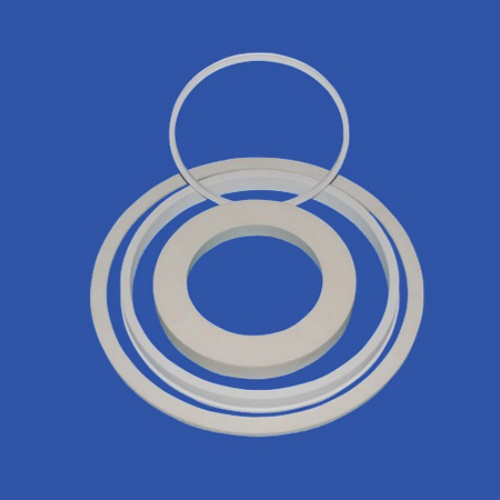
-Standard specifications: covering plunger diameters from Ø 10mm to Ø 200mm, with sufficient stock of conventional models such as valve seats, valve balls, and sealing rings.
-Customization capability: Supports sample customization and image customization. We can handle complex irregular structures such as porous ceramic rods, eccentric rotating valve cores, flanged piston pump bodies, etc. according to your drawing requirements.
-Precision machining: CNC internal and external cylindrical grinding machines and ultrasonic polishing equipment are used to ensure straightness and cylindricity are controlled within 0.005mm, meeting the dynamic sealing requirements of high-frequency reciprocating motion.

Solution: Why choose our ceramic pump valve components?
When your production faces the problems of “running, emitting, dripping, and leaking”, or when you are looking for ways to improve equipment utilization, we are not only a parts supplier, but also a solution provider.
- Full process quality control: From powder particle size screening to sintering temperature control, to ultrasonic testing of finished products, each process undergoes strict inspection.
- Worry free technical docking: Our engineering team has over 20 years of experience in designing ceramic structural components and can provide you with professional material selection recommendations (such as recommending ZTA toughened ceramics under high impact conditions) to help you optimize component structures.
- Cost reduction and efficiency improvement: Although the initial procurement cost is slightly higher than that of metal parts, the 5-10 times longer service life and almost zero maintenance costs can significantly reduce your overall operating costs.
Customer Application Cases
Case: Renovation of Concentrated Sulfuric Acid Transfer Pump in a Large Scale Fine Chemical Enterprise
-Faced with demand: The enterprise uses 304 stainless steel metering pumps to transport 98% concentrated sulfuric acid. Due to the high oxidizing property of sulfuric acid, metal pump heads frequently experience corrosion and leakage, requiring replacement of a set of valve core components on average every 3 months. Not only is the cost of spare parts high, but the risk of leakage poses a great threat to the safety of on-site operators.
-Solution: We have customized a set of 99 alumina ceramic rotary valves and plunger components for it. We have redesigned the matching taper of the ceramic valve core based on its original pump body structure, and adopted a 0.005mm precision mirror grinding process to ensure a perfect fit between the ceramic parts and the metal shell.
-Final effect: After replacing the ceramic components, the sulfuric acid delivery pump has been running continuously and stably for 18 months without any faults. On site inspection shows that the surface of the ceramic valve core is still as smooth as new, without any corrosion marks. The feedback from the enterprise equipment manager: “Since we replaced your set of ceramic cores, we almost forgot that this pump still needs maintenance, and we can no longer smell the sour taste on site
If you are looking for pump valve core components that can withstand extreme wear and corrosion, or are trapped in frequent equipment downtime, we are always available to support you.
Welcome to click on the consultation button to submit your drawings or working condition requirements. Our engineers will provide you with a customized solution and quotation for 99 alumina ceramic components within 24 hours.
Brudeze Ceramics supplies and sells a wide range of high-quality quartz glass, including alumina ceramics, zirconia ceramics, silicon nitride ceramics, aluminum nitride ceramics, silicon carbide ceramics, boron carbide ceramics, bioceramics, machinable ceramics, etc. We can meet the customization requirements of various ceramic products.


CATEGORIES
LATEST NEWS
- Which is more wear-resistan...
- Are microcrystalline cerami...
- What is the difference betw...
- Compared to ordinary cerami...
- What are the main material ...
- Large sized microcrystallin...
- What is the maximum operati...
- Low dielectric constant mic...
- High hardness and wear-resi...
- Low expansion microcrystall...