
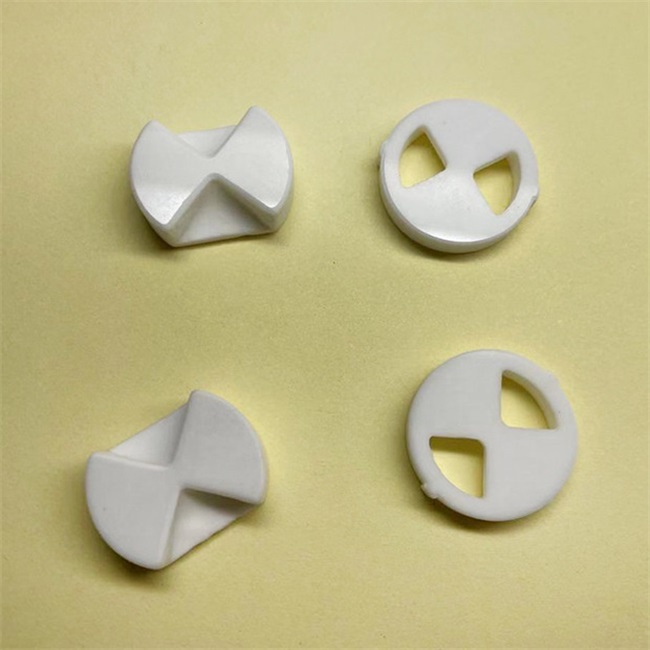
Application of Alumina Ceramic Valve Plate in Industrial Compressor
As a high-performance material component, alumina ceramic valves are widely used in industrial compressors. Their outstanding performance makes them a key choice for modern industrial compressor upgrades, which can significantly improve the operating efficiency, stability and service life of the equipment.

- Performance advantages
1.1 Ultra-high hardness and wear resistance
The hardness of alumina ceramics (with a content of more than 99.5% of Al2O) is second only to diamond, with a Mohs hardness of 9. This extremely high hardness gives the valve excellent wear resistance, which is 6-8 times that of traditional metal valves. During the high-frequency reciprocating motion of the compressor, the surface wear rate of the ceramic valve is less than 0.005mm/10,000 times, which can effectively reduce the sealing failure problem caused by wear and ensure long-term stable operation.
1.2 Self-lubricating characteristics
The surface of alumina ceramic valves is dense and smooth, and the coefficient of friction is only one-third that of metals. Even under dry friction conditions, ceramic valves can last more than twice as long as metal valves. This feature significantly reduces the burden on the lubrication system, reduces the risk of failure due to insufficient lubrication, and also reduces maintenance costs.
1.3 Anti-fatigue strength
The exhaust pressure of industrial compressors is usually high, often up to 3-5MPa, and the valve plate needs to withstand instantaneous high pressure impact. The flexural strength of alumina ceramics is ≥ 450MPa, and its fatigue life is 40% longer than that of metal valves under cyclic load, which can effectively cope with frequent shocks in high pressure environments and prolong the service life of equipment.
1.4 Corrosion resistance
Alumina ceramics are highly chemically inert and can effectively resist the erosion of various corrosive media. Whether it is strong acid, strong alkali or other complex chemical media, the ceramic valve can keep the surface intact and not be corroded. This characteristic makes it excellent in chemical process compressors that handle corrosive gases.

- Applications in different types of compressors
2.1 Reciprocating compressor
The reciprocating compressor is characterized by high-frequency reciprocating motion of the piston, the valve needs to be opened and closed frequently, and at the same time, it needs to withstand the impact of high-pressure gas. The wear resistance of the alumina ceramic valve is increased by 8 times, and the service life is more than 50,000 hours. It can effectively solve the problem of high-frequency impact and medium corrosion, and significantly improve the stability and reliability of the equipment.
2.2 Screw compressor
The working environment of screw compressors is relatively complex and vulnerable to insufficient lubrication and particle wear. The self-lubricating characteristics of alumina ceramic valves can reduce oil pollution and reduce the risk of failure due to insufficient lubrication. At the same time, its wear resistance can also effectively resist particle wear and ensure the efficient operation of the equipment.
2.3 Hydrogen energy compressor
The hydrogen energy compressor needs to operate in a high temperature and high pressure environment, and the initialization of hydrogen puts forward extremely high requirements on the material of the valve plate. The alumina ceramic valve plate is resistant to hydrogen embrittlement and has no micro cracks on the surface, which can effectively cope with the initialization of high temperature and high pressure hydrogen and ensure the safe operation of the equipment.
2.4 Chemical process compressor
Chemical process compressors usually need to deal with corrosive gases, which requires extremely high corrosion resistance and wear resistance of valves. The corrosion resistance and wear resistance of alumina ceramic valves ensure that they can effectively resist the erosion of corrosive gases while maintaining long-term stable operation.
- Economic and environmental benefits
3.1 Sharp reduction in maintenance costs
After the use of alumina ceramic valves, the maintenance cost of the compressor is significantly reduced. For example, after a petrochemical company replaced the ceramic valves, the overhaul cycle of the compressor was extended from 1.5 years to 4 years, and the single maintenance cost was reduced by 72%. This not only reduces the downtime of the equipment, but also reduces the maintenance cost and improves the economic efficiency of the equipment.
3.2 Energy efficiency improvement
The lightweight design of the alumina ceramic valve reduces the motion inertia, and the measured compressor power consumption is reduced by 3% -5%. This feature not only improves the operating efficiency of the equipment, but also reduces energy consumption, which meets the environmental protection requirements of energy conservation and emission reduction.
3.3 Environmental benefits
Due to the long lifespan of alumina ceramic valves, the frequency of replacement of spare parts is reduced, and the amount of industrial waste is reduced. This not only helps to reduce environmental pollution, but also meets the requirements of sustainable development.
Alumina ceramic valves have great application potential in industrial compressors due to their excellent wear resistance, fatigue strength, corrosion resistance and self-lubricating properties. They can not only significantly improve the operating efficiency and stability of equipment, but also effectively reduce maintenance costs and energy consumption, while bringing significant environmental benefits.
PREVIOUS:The use of alumina ceramic valves in water treatment equipment
NEXT:Application of Alumina Ceramic Valve Plates in Automotive Engines
CATEGORIES
LATEST NEWS
- What are the classification...
- Performance advantages of p...
- Petrochemical ceramic injec...
- Zirconia Ceramic Rod Custom...
- High-temperature resistance...
- What is the wear resistance...
- What is the hardness of cer...
- Aluminum oxide ceramic cust...
- What are the main aspects o...
- What are the mechanical pro...