
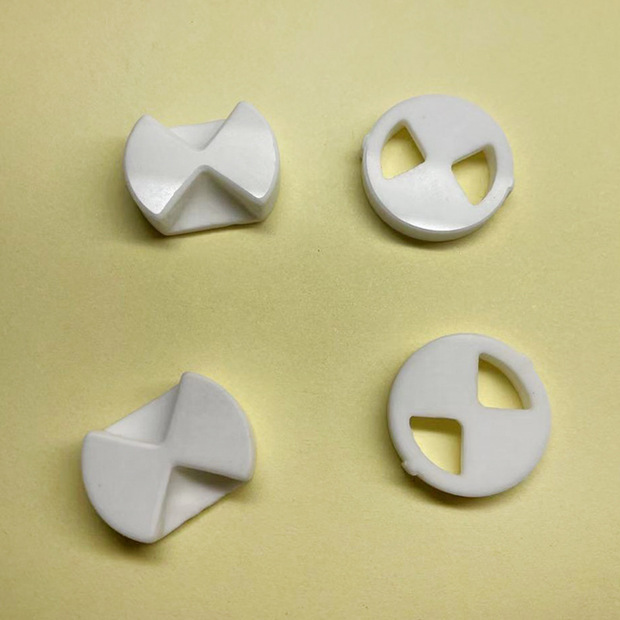
Подгонянный процесс обработки керамического клапана глинозема
Алюмокерамические клапаны широко используются в различных промышленных клапанах благодаря своей превосходной износостойкости, коррозионной стойкости и высокой твердости. Индивидуальная обработка клапанов из алюмооксидной керамики требует нескольких точных этапов:
I, предварительная подготовка
- Требуйте подтверждения
Перед обработкой необходимо всесторонне обсудить с заказчиком конкретные требования к размеру, форме, шероховатости поверхности и рабочим параметрам глиноземистого керамического клапана. - Выбор сырья
Выберите подходящее глиноземное сырье в соответствии с требованиями к продукции. Обычная глиноземная керамика делится на 99 фарфор, 95 фарфор, 92 фарфор и т.д. в зависимости от содержания Al2O. Для пластин клапанов обычно выбирают глиноземный порошок высокой чистоты (например, 99% или 95%), чтобы обеспечить его износостойкость и коррозионную стойкость. - Подготовка оборудования
Подготовка станков с числовым программным управлением, шлифовальных станков, полировальных станков, печей для спекания и другого технологического оборудования, а также отладка и проверка.

II, подготовка порошка
ШАГ 1 Смешивание сырья
Смешайте глиноземный порошок с другими добавками (такими как связующие, смазочные материалы и т.д.) в определенной пропорции. Например, при сухом прессовании необходимо добавить от 1% до 2% смазочного материала (например, стеариновой кислоты).
- Обработка шаровыми мельницами
Смешанное сырье добавляется в шаровую мельницу для шарового измельчения, чтобы размер частиц достигал менее 1 мкм для обеспечения однородности и тонкости порошка. Для изготовления клапанных пластин сложной формы может потребоваться раздельное шаровое измельчение сырья с разным размером частиц. - Распылительная грануляция
С помощью распылительной грануляции порошок был обработан, чтобы придать ему сферическую форму для улучшения текучести и формовочных свойств порошка.
III. Процесс формовки
- Сухое прессование
Сухое прессование - распространенный метод изготовления клапанов из глиноземистой керамики, который подходит для изделий сложной формы и с высокими требованиями к точности размеров. Положите порошок в форму и приложите давление (обычно 100-200 МПа) для прессования. - Литье под давлением
Для крупносерийного производства клапанов сложной формы идеально подходит литье под давлением. Путем смешивания порошка со связующим веществом и впрыскивания его в форму, после формования происходит выпуск формы. - Затирка
Для клапанов большого размера или сложной формы можно использовать формовку с затиркой. Порошок смешивается с водой в суспензию, впрыскивается в гипсовую форму, после застывания производится распалубка.
IV. Спекание и охлаждение
- Обезжиривающая обработка
Для литья под давлением зеленых корпусов требуется обезжиривающая обработка для удаления связующего вещества. - Спекание
Сформированное тело помещается в печь для спекания. Температура спекания обычно составляет от 1200 °С до 1600 °С, в зависимости от чистоты глинозема и требований к продукту. Например, температура спекания глиноземистой керамики 99% может достигать 1600 °С. - Охлаждение
После завершения спекания необходимо медленно охладить изделие до комнатной температуры, чтобы избежать растрескивания или деформации изделия из-за резкого изменения температуры.
V. Отделка
- Шлифовка и полировка
Поверхность спеченной клапанной пластины может иметь незначительные неровности, которые требуют шлифовки и полировки для достижения необходимой шероховатости поверхности. Например, в керамических клапанных пластинах MARUWA используется технология высокоточной шлифовки поверхности для обеспечения их антифрикционных характеристик. - Контроль размеров
С помощью высокоточного измерительного оборудования проверьте размеры обработанного клапана, чтобы убедиться, что он соответствует проектным требованиям.

VI. Проверка качества и упаковка
- Тестирование производительности
Проверьте твердость, износостойкость, прочность на сжатие и другие свойства готового клапана, чтобы убедиться, что он соответствует требованиям эксплуатации. - Упаковка и доставка
Клапанные диски, прошедшие проверку, упаковываются, чтобы не повредить их при транспортировке, и затем доставляются заказчику.
VII. Меры предосторожности
- Чистота сырья
Высокая чистота глиноземного порошка является ключевым фактором, обеспечивающим работоспособность клапана. Чем выше чистота, тем выше износостойкость и коррозионная стойкость. - Давление формования
При сухом прессовании необходимо точно контролировать давление и время выдержки, чтобы обеспечить плотность и точность размеров зеленого тела. - Температура спекания
Слишком высокая температура спекания может вызвать рост зерен и повлиять на свойства материала; слишком низкая температура может привести к неполному спеканию.

Благодаря вышеуказанному индивидуальному процессу обработки можно производить высококачественные и высокопроизводительные клапаны из алюмооксидной керамики, отвечающие требованиям различных промышленных сценариев.
ПРЕДЫДУЩИЙ:Сравнение характеристик клапана из алюмокерамики и металлического клапана
NEXT:Преимущества и применение керамических клапанов из глинозема в газовой арматуре