
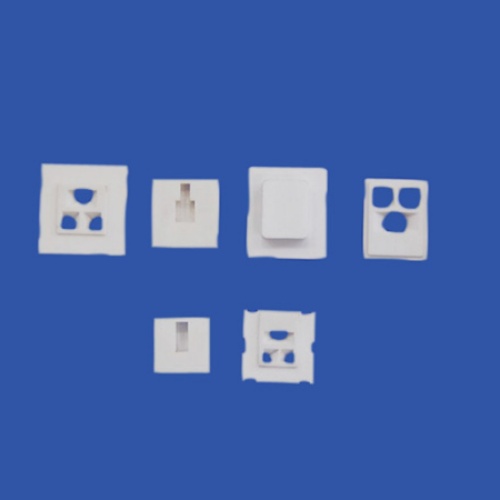
Alumina ceramic valve is a high-performance industrial ceramic material with a variety of excellent properties, making it widely used in many fields.
Alumina ceramic valve is a kind of ceramic material with high purity alumina as the main raw material and made by specific process. It has excellent wear resistance, high temperature resistance, corrosion resistance and good insulation properties, and is suitable for valve systems under severe working conditions such as high wear and strong corrosion.
characteristic
High hardness:
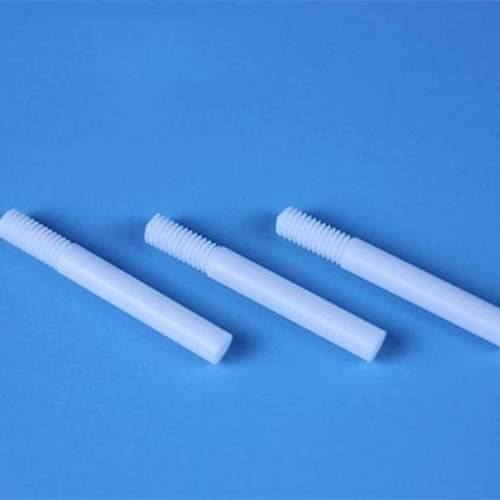
The hardness of alumina ceramics is extremely high, with Rockwell hardness reaching HRC90, second only to diamond, making it highly wear-resistant.
High strength and rigidity:
The material has high flexural strength and compressive strength, can withstand large loads and stresses, and is not easily deformed or damaged.
High temperature resistance:
The melting point of alumina ceramics is as high as 2050 ° C, which can still maintain stable performance in high temperature environments and is not easily deformed or damaged.
Corrosion resistance:
Due to its high purity of alumina content, alumina ceramic valves offer excellent corrosion resistance and can resist the attack of acids, alkalis, and other chemicals, making them suitable for use in corrosive environments.
Excellent insulation properties:
Alumina ceramics maintain stable insulation properties under high pressure and high temperature environments, and are not easy to conduct electricity. They are widely used in power, electronics, and other fields.
Wear resistance:
Alumina ceramics have good wear resistance and are suitable for high-wear environments with a long service life.
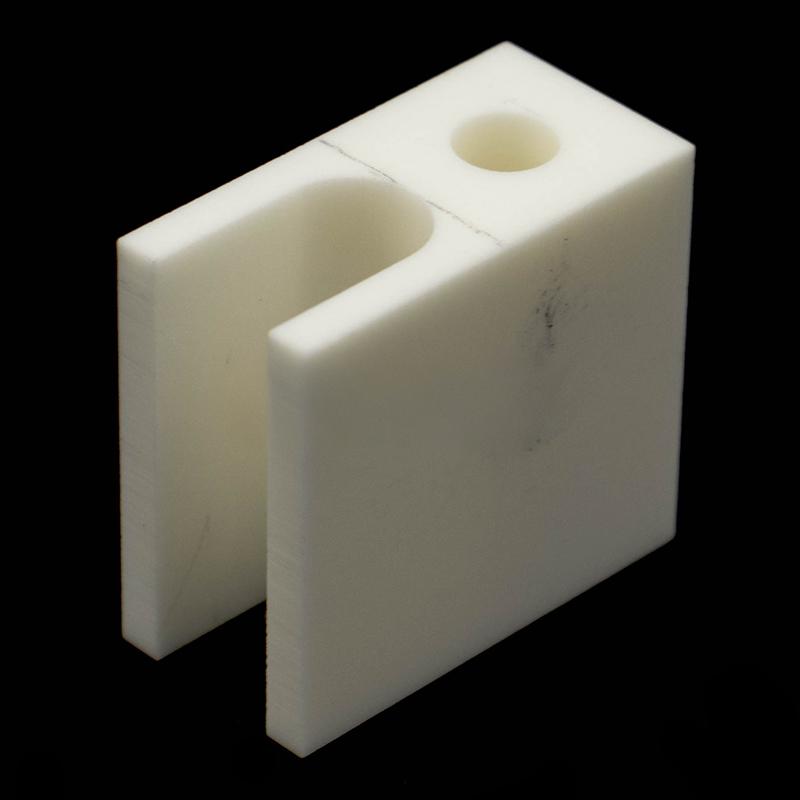
Good sealing:
Made of microcrystalline alumina ceramics, it has low porosity, fine porcelain, high surface finish, good flatness after grinding and polishing, good sealing performance, and is not easy to leak.
High dimensional accuracy:
The size of the product is strictly controlled within the standard range, with high precision, minimal deformation, and good parallelism, no brittleness, and good gloss.

Application field
Alumina ceramic valves are widely used in pipeline ball valve systems in electric power, petroleum, chemical, metallurgy, mining, sewage treatment and other industrial fields. Especially suitable for high wear and strong corrosion environments, such as ash and slag discharge systems, discharge and sewage systems, etc.
Due to its excellent physical and chemical properties, alumina ceramic valves are an ideal choice for industrial valve systems, which can effectively improve the service life and reliability of valves.

CATEGORIES
LATEST NEWS
- Application of Zirconia Cer...
- What are the applications o...
- What are the process method...
- What are the applications o...
- Where is the wide applicati...
- What are the properties of ...
- What are the main aspects o...
- What are the main aspects o...
- What is zirconia ceramic fi...
- What are the methods for pr...