
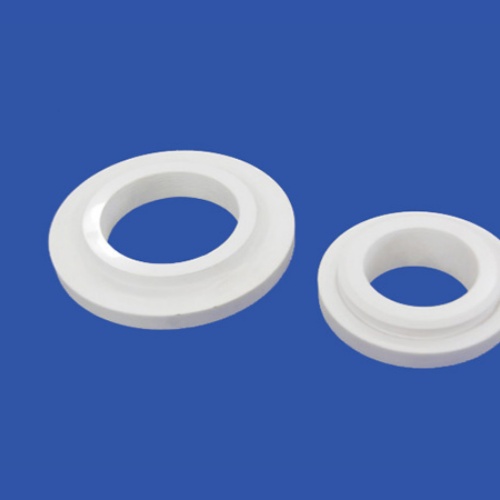
Aluminum oxide ceramic seal is a high-performance sealing component mainly composed of aluminum oxide (Al ₂ O3). According to the different aluminum oxide contents, it is usually divided into 99 aluminum oxide, 95 aluminum oxide, 90 aluminum oxide and other types. Aluminum oxide ceramic seals are widely used in industrial fields that require strict sealing performance due to their excellent physical and chemical properties.

Main features:
High hardness and wear resistance: Alumina ceramics have extremely high hardness (Mohs hardness can reach level 9), which can withstand long-term friction and wear, and maintain sealing performance.
Corrosion resistance: It has good corrosion resistance to most acids, bases, salts, and organic solvents, and is suitable for various chemical environments.
High temperature resistance: Long term use temperature can reach 800 ° C, short-term use temperature can reach 1600 ° C, suitable for high temperature conditions.
High strength and toughness: able to withstand significant pressure and impact, not easily broken.
Good chemical stability: not easily reacting with other substances, ensuring the reliability of the seal.
Electrical insulation: suitable for occasions that require electrical insulation.
Biocompatibility: Can be used in fields such as medical devices that require high material safety.
Application
Aluminum oxide ceramic seals are widely used in the following fields due to their excellent performance:
Petrochemical industry: used for sealing mechanical seal pumps, reaction vessels, pipelines, and other equipment that are resistant to acid, alkali, and oil.
Pharmaceutical industry: suitable for equipment with high chemical stability requirements, such as reaction vessels, stirrers, etc.
Automotive manufacturing: used for sealing components such as engines and fuel systems.
Electronics industry: used as a high-frequency insulation material for integrated circuit substrates, etc.
Fluid control: used for water valve plates, sealing rings, etc., to ensure zero leakage.
Biomedical: Used for devices such as artificial joints and dental implants that require high biocompatibility.
New energy: applied to solar equipment, fuel cells, etc.

Customized description
The customized design of alumina ceramic seals can meet the complex needs of different application scenarios. The following are common customization options and processes:
Customization options:
Alumina content: Select alumina of different purities according to the usage environment, such as 99 alumina, 95 alumina, etc.
Surface roughness: Depending on the sealing performance requirements, mirror polishing (Ra ≤ 0.2 μ m) or other surface treatments can be selected.
Precision level: Provides options such as ordinary precision, high precision, and ultra-high precision to meet the sealing requirements of different devices.
Sealing surface structure: Design flat seals, conical seals, spherical seals, etc., to adapt to different medium characteristics and sealing requirements.
Special performance: Add special functions such as conductivity, heat conduction, and magnetism according to requirements.
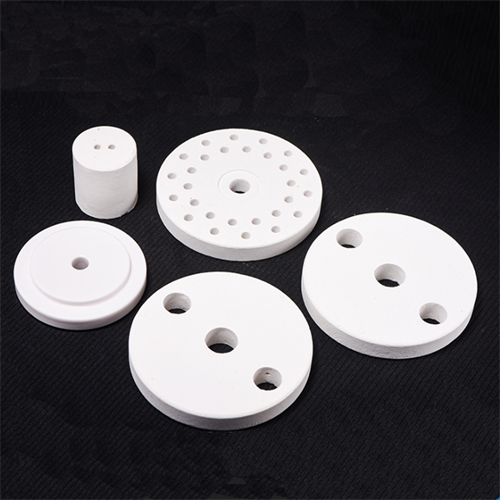
Size range: Customizable seals with inner diameters ranging from 5mm to 500mm, suitable for various devices.

Alumina ceramic seals are high-performance sealing components that are widely used in various fields such as petrochemicals, pharmaceuticals, and automotive manufacturing due to their excellent wear resistance, corrosion resistance, and high temperature resistance. Through customized design, it can meet the sealing requirements of various complex working conditions and provide reliable guarantees for the stable operation of equipment.


CATEGORIES
LATEST NEWS
- What is Macor processable g...
- The material properties and...
- The reason for the high pri...
- What are the preparation me...
- Why modify aluminum nitride...
- Thermal conductivity values...
- What is the thermal expansi...
- Thermal shock resistance of...
- The average coefficient of ...
- What is high alumina ceramic